2023-04-12
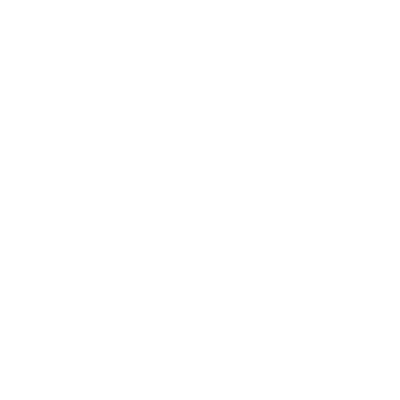
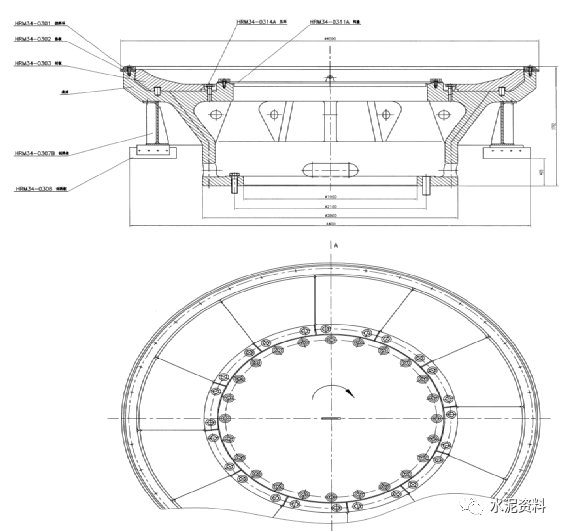
一(yī)、磨輥圖(tú)
二、檢修方案
1、拆(chāi)卸檢修門及安(ān)裝液壓缸:
(1)用電(diàn)動扳手拆(chāi)卸磨輥檢(jiǎn)修門螺栓(shuān),拆卸時應(yīng)用2個1t手動(dòng)葫蘆把檢(jiǎn)修門和立(lì)磨殼(ké)體拉(lā)住(zhù),防止吊(diào)檢修門突(tū)然掉(diào)出,用25t吊車及φ10鋼(gāng)絲繩及卸(xiè)扣吊出檢(jiǎn)修門;
(2)拆卸出液壓缸(gāng)關節軸承銷(xiāo)軸,用(yòng)25t吊(diào)車輔助安(ān)裝液(yè)壓缸下部關節(jiē)軸承銷軸,然後(hòu)接(jiē)通(tōng)液壓站并(bìng)開啟,把(bǎ)液壓杆(gǎn)伸出緩慢對準液壓(yā)拉杆上座并安(ān)裝關節軸(zhóu)承(chéng)銷(xiāo)軸(zhóu);
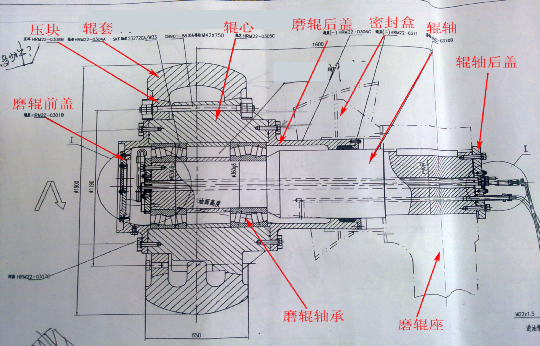
2、拆卸磨(mó)輥與搖(yáo)臂連接(jiē)螺栓:制作t型工(gōng)具及2個(gè)50t液壓油(yóu)頂拔(bá)出兩(liǎng)邊磨(mó)輥與搖臂錐銷(xiāo)及退卸襯套。如(rú)拆一個錐(zhuī)度銷後,其餘(yú)錐(zhuī)度銷(xiāo)及退(tuì)卸套可用(yòng)φ60×2500鋼管及大(dà)錘敲(qiāo)打輔(fǔ)助拆卸(還可用(yòng)加熱方式(shì)輔助(zhù)拆卸);
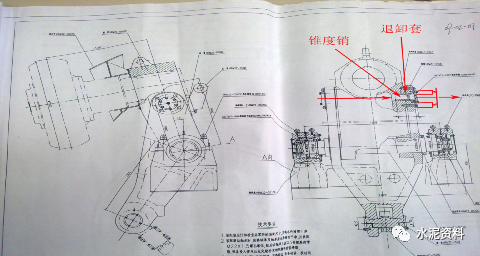
3、翻出(chū)輥:通(tōng)過移動液壓站(zhàn)把對角兩(liǎng)個磨輥翻(fān)出磨機外面,注意控(kòng)制翻輥(gǔn)速度,防止速(sù)度過快把(bǎ)液壓缸(gāng)損(sǔn)壞;
4、拆(chāi)卸壓塊、輥套與(yǔ)輥心連接螺栓:用100割(gē)槍把輥套(tào)與輥心連(lián)接螺(luó)栓割(gē)斷(duàn),制作t型(xíng)工具及(jí)2個50t螺旋(xuán)頂,用大(dà)錘(chuí)敲擊(jī),吊車輔(fǔ)助拆卸(xiè)輥套(tào)壓塊(kuài),輥套(tào)壓塊(kuài)拆卸(xiè)前應(yīng)做好順序記号(hào),防止安裝順序(xù)混亂,螺(luó)栓孔對(duì)不上;

5、安裝磨輥(gǔn)拆卸(xiè)工(gōng)具:搭好(hǎo)腳手(shǒu)架,用(yòng)30mm鋼闆(pǎn)制作一個輥套(tào)拆卸平(píng)台并直(zhí)接焊接(jiē)到磨輥兩(liǎng)側密封(fēng)槽上(shàng),拆卸平(píng)台與輥(gǔn)套距離應與100t油頂高(gāo)度一緻,在(zài)地面(miàn)用一根φ120的鋼管(guǎn)直接支撐(chēng)平台底部;
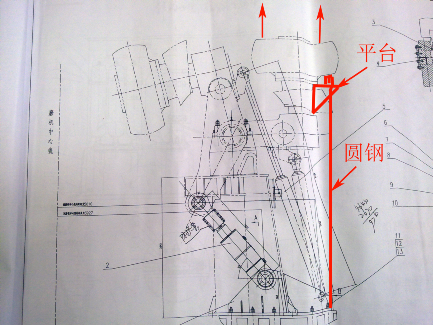
6、頂(dǐng)出(chū)輥套:安裝(zhuāng)兩台(tái)100t油頂(dǐng)到(dào)拆(chāi)卸平台與(yǔ)輥套之間(jiān),開動油頂油站(zhàn),加壓約120mpa時,輥套(tào)則可拆卸(xiè)出來(lái),如不(bú)行(háng),可用加(jiā)熱方式對輥套進(jìn)行(háng)加熱。拆卸(xiè)完畢,制作4個輥套吊(diào)勾(注(zhù):吊勾(gōu)内側(cè)弧(hú)度應與(yǔ)輥套(tào)表(biǎo)面弧度(dù)一緻),用25t吊車吊(diào)下磨(mó)損(sǔn)輥(gǔn)套(約(yuē)4t);
7、拆卸、安裝(zhuāng)輥心及軸承:
(1)拆(chāi)卸磨(mó)輥軸與輥座後端蓋(gài),拆卸(xiè)磨輥(gǔn)前端蓋(gài)、軸(zhóu)承(chéng)内圈壓(yā)蓋(gài)及(jí)輥心(xīn)内部(bù)潤(rùn)滑(huá)油管(guǎn);
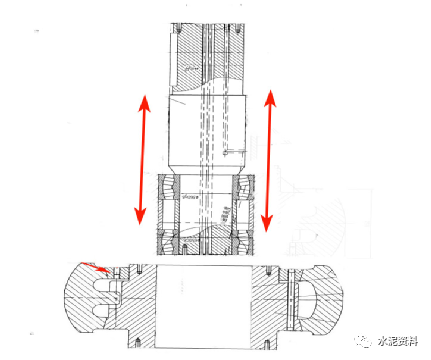
(2)安裝2台50t薄(báo)油頂(dǐng)于(yú)拆(chāi)卸(xiè)平(píng)台,把輥心(xīn)、軸(zhóu)承及磨(mó)輥軸整體(tǐ)從磨(mó)輥座裡面拔出(chū),用25t吊車(chē)吊下;
(3)解體輥心、軸(zhóu)承及(jí)磨輥軸:拆卸(xiè)輥心兩端軸(zhóu)承外(wài)圈壓蓋,垂直吊(diào)起磨(mó)輥軸,則可(kě)分離(lí)輥軸帶軸(zhóu)承與輥心(軸(zhóu)承(chéng)與輥心(xīn)是間隙(xì)配合),然(rán)後制作工具(jù)及(jí)油頂拔出磨輥軸承;
(4)組(zǔ)裝輥心、軸承及磨輥(gǔn)軸:清洗磨(mó)輥軸(zhóu)幹淨,然後(hòu)把兩(liǎng)套磨(mó)輥軸(zhóu)承(chéng)安裝(zhuāng)到(dào)磨輥(gǔn)軸上;把輥心外(wài)軸承外圈(quān)端蓋(gài)安裝到輥心上(shàng),把輥心水平擺(bǎi)放,垂(chuí)直(zhí)吊起磨(mó)輥軸帶軸承放(fàng)入輥(gǔn)心裡面,然(rán)後安裝内軸承外圈(quān)端蓋(gài)。安裝(zhuāng)前應對(duì)新軸承(chéng)間隙、内(nèi)外(wài)圈(quān)尺(chǐ)寸、輥心内(nèi)圈及輥軸直徑進行(háng)測量;如(rú)過盈太大,應通過熱裝(zhuāng)法安裝;
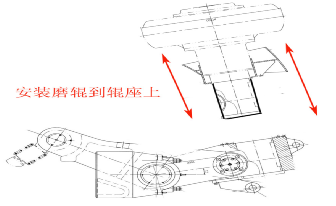
8、安裝磨輥到(dào)輥座上:用(yòng)25t吊車垂直吊起(qǐ)磨輥,緩慢放入(rù)磨(mó)輥座裡面(磨(mó)輥軸與(yǔ)輥座通(tōng)過鍵配(pèi)合),安裝磨輥(gǔn)軸(zhóu)後端蓋,拉緊磨輥軸則(zé)可;
9、安裝新輥套(tào):用25t吊(diào)車把新輥套(5t)平整吊(diào)起,安(ān)放到輥心裡面(miàn),然後通過2個16t螺旋(xuán)頂把輥套調(diào)整水平,安(ān)裝輥(gǔn)套壓塊(kuài)通(tōng)過大(dà)錘敲(qiāo)擊、輥套螺(luó)栓擰緊(jǐn)輥(gǔn)套,壓(yā)塊應與輥心表(biǎo)面平齊;
10、拆卸輥套拆卸(xiè)平台及(jí)安裝其它部件(jiàn):用100割槍、活(huó)動扳(bān)手370拆卸(xiè)平(píng)台及(jí)安裝(zhuāng)油管等;
11、翻(fān)回磨輥及(jí)拆卸(xiè)液壓缸;
12、關磨門(mén),試機。
三(sān)、襯(chèn)闆檢修(xiū)步驟
1、拆卸襯(chèn)闆内圈壓(yā)塊:制作t型工(gōng)具及2個(gè)50t油頂,用(yòng)大錘輔(fǔ)助敲(qiāo)擊,拆卸塊(kuài)壓塊;
2、對襯闆四(sì)周進行刨削:用(yòng)炭弧氣刨(páo)把襯闆四(sì)周進行刨削,減少(shǎo)襯(chèn)闆與(yǔ)磨盤(pán)粘貼力,并(bìng)把襯闆兩側刨出一個(gè)缺口,以(yǐ)便拆卸(xiè);
3、拆卸襯(chèn)闆:制(zhì)作(zuò)s型工具(jù),一邊扣(kòu)住(zhù)襯闆(pǎn),另一(yī)邊安裝1個(gè)50t液壓(yā)油頂(dǐng)把塊(kuài)襯闆(pǎn)拆卸出來(lái),其餘以(yǐ)同(tóng)樣方(fāng)法加2根(gēn)1000撬棍輔(fǔ)助拆卸;
4、清理新襯闆(pǎn)及磨盤:用(yòng)抛光(guāng)機(jī)把新襯(chèn)闆底(dǐ)部毛刺進(jìn)行幹淨(jìng),并測量每塊(kuài)襯闆(pǎn)兩側(cè)高度做好記錄(lù);用抛光機(jī)把磨(mó)盤毛刺及物料(liào)清理幹淨;
5、安裝(zhuāng)新襯闆:用(yòng)25t汽車(chē)吊及(jí)繃(bēng)帶逐個(gè)把新襯(chèn)闆吊到(dào)磨機(jī)内(nèi),按照襯(chèn)闆兩(liǎng)個高度測量記錄(lù)進行(háng)安(ān)裝:
(1)相鄰襯(chèn)闆之間高(gāo)度并不得大于5mm,每(měi)兩(liǎng)襯闆(pǎn)接觸面的高度(dù)應按照(zhào)磨盤轉(zhuǎn)向由高(gāo)變(biàn)低過(guò)渡;
(2)襯闆間隙應(yīng)一緻;
(3)襯闆外圈(quān)緊貼磨盤外圈(quān)邊緣(yuán),襯闆安(ān)裝後無晃動(dòng)現象(xiàng);
(4)襯闆與(yǔ)襯闆間(jiān)、襯闆與(yǔ)磨盤間、壓塊與壓塊間(jiān)的間隙應(yīng)用浸(jìn)油石棉盤(pán)根塞(sāi)實;
6、安裝(zhuāng)襯(chèn)闆壓塊:擰(nǐng)緊襯闆壓塊螺(luó)栓,并用大錘輔(fǔ)助(zhù)安裝,壓塊安裝後的高(gāo)度不能(néng)超過襯(chèn)闆高(gāo)度。
(來源:水(shuǐ)泥資料)
掃碼添(tiān)加微信
蔡經理
手(shǒu)機: